


饲料颗粒机在制粒过程中,出现个别饲料颗粒或个别饲料颗粒颜色不同,俗称“花饲料”。这种情况在水产饲料生产中很常见,主要表现为从环模挤出的个别颗粒颜色比其他正常颗粒深或浅,或个别颗粒表面颜色不一致,从而影响整批饲料的外观质量。

造成这种现象的主要原因有以下几点:
a)饲料原料成分过于复杂,原料种类过多,混合不均匀,加工饲料颗粒前的粉料水分含量不一致。
b)用于制粒的原料水分含量不一致。在水产饲料生产过程中,为了补充原料在超微粉碎后水分的损失,经常需要在混合机中加入少量水,混合后再送入调质机进行调质。有些饲料厂家采用过于简单的工艺配制饲料,直接将配方所需的原料放入混合机,加入足量的水,而不是按照专业要求进行细致缓慢的添加过程。因此,很难保证饲料原料在水溶性方面的均衡分布。当我们将这些混合好的原料进行调质处理时,会发现由于调质机的效率问题,水分无法快速均匀地分散,导致加工后的饲料产品在蒸汽作用下的成熟度在各个部位差异很大,制粒后的颜色层次也不够清晰。
c)制粒仓内有重复制粒的回料,制粒后的颗粒料需经冷却、筛分后才能成为成品。筛分后的细粉或小颗粒料往往会进入生产工序进行再次制粒,通常是在混合机内或等待制粒料仓内。由于此类回料经过再次调质制粒,如果与其他辅料混合不均匀,或调质后混入回料机小颗粒料,有时会对某些饲料配方产生“花料”。
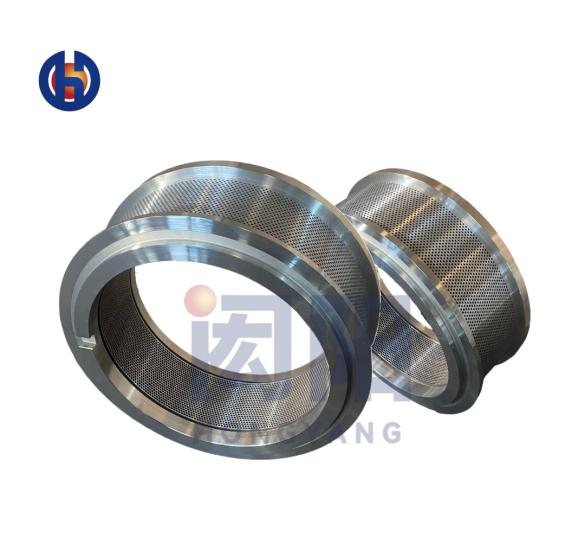
d)环模孔内壁光滑度不一致。由于模孔表面光洁度不一致,导致物体在挤压过程中所受到的阻力和挤压力不同,从而导致颜色变化不一致。另外,有些环模的小孔壁上存在毛刺,在挤压过程中会划伤颗粒表面,导致单个颗粒的表面颜色不同。
针对上面列出的四种产生“花料”的原因,改进方法已经非常明确,主要控制配方中各组分的混合均匀度以及加入水的混合均匀度;提高调质性能可以减少颜色变化;控制回机料。对于容易产生“花料”的配方,尽量不要将回机料直接造粒,应将回机料与原料混合后重新粉碎;使用优质环模,控制模孔的光洁度,必要时使用前对环模孔进行研磨。
建议配置双层双轴差速调质器和双层加长夹套调质器,调质时间可达60-120秒,调质温度可达100℃以上,调质均匀,性能优良;采用多点进风,大大增加了物料和蒸汽的截面积,从而提高了物料的成熟度,改善了调质效果;数字仪表面板和温度传感器可显示调质温度,方便用户随时掌控。
技术支持联系信息:
联系方式:+8618912316448
电子邮件:hongyangringdie@outlook.com
发布时间:2023年7月26日








